风叶模具,家用产品模具,汽车模具,塑料卫浴模具,交通路障模具,园艺用品模具︱台州市黄岩川惠模具有限公司
风叶模具 |日用品模具 | 厨房用品模具 |汽车模具 | 家用电器模具
![]() 服务热线:0086-576-84026130
服务热线:0086-576-84026130
博客
联系我们
公司名称 :台州市黄岩川惠模具有限公司
地址: 中国浙江台州黄岩岙岸工业区
邮编: 318020
电话: +86-576-84026130
传真: +86-576-84026175
手机: 0086-13757670266
0086-15988910657
邮箱: info@chmold.com
![]()
msn :yimking@hotmail.com
![]()
skype : kingmould87
网站首页 >>博客
| 注塑中的熔接线问题 2012-04-05 11:13:02 |
| 我们经常在注射成型过程中发现熔接线,熔接线是注塑成型制品最严重的缺陷之一,它不但影响产品的外观质量,而且熔接线对产品强度也有影响,并且在涂漆等后处理时,熔接线难以处理,所以必须缩短熔接线的长度。
由于熔融树脂填充遇合的界面显示在表面上,降低强度,影响外观,为了在需承受外力的部位或者醒目的部位不产生熔接线,将熔接线移至不影响外观及使用强度的部位,可通过CAE软件预测熔接线位置,再通过改变制品设计或浇口设计,在设计模具时,尽可能产生熔接线的部分移动到强度及外观质量不是重要的位置。熔接线常常发生在注塑成型时熔融树脂合流的地方。提高注射压力、熔料温度和模腔温度有助于克服注塑时浇注系统对熔体的流动阻力,能有效地将注射保压压力传递到料流前端,使料流汇合处能在较高压力下融合,从而熔接痕处密度增大,强度提高;故熔体融合得较好,应该注意的是,由于制品结构的要求,熔接线/融合痕是不可避免的,但通过控制相遇的两股熔体温度差(不超过10 -C)、提高注射压力和模腔温度等条件,能提高熔体融合处的强度。 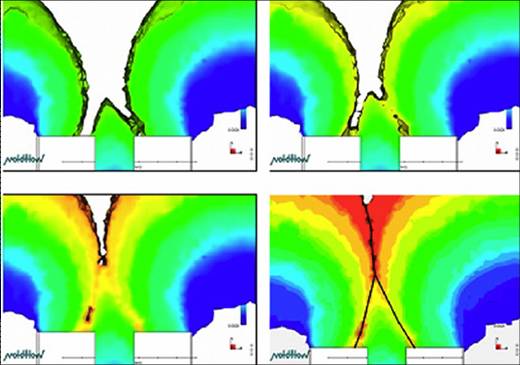 |
| 返回 |
注塑服务
链接
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Copyright © 2010-2012 台州黄岩川惠模具有限公司
浙公网安备33100302000254号 Power by:MouldsNet.COM MouldsNet.CN 网站地图 ![]()